

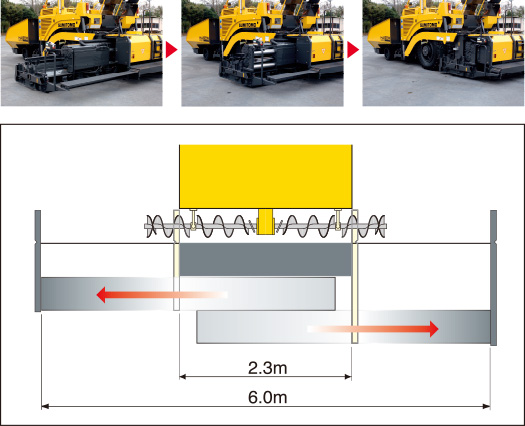
在行进方向上配置了3连熨平板,与其他常见的多段伸缩熨平板相比较,结构简单,也没有强度不足的担心。落差也只需要调整两处。
无级任意伸缩型摊铺机的熨平板在不需要拼接的情况下,能从2.3M任意伸缩到6.0M。并可以在不停止摊铺作业的情况下,随意改变摊铺宽度。由于不存在对熨平板的拼接,因此、不会因熨平板的宽度不同,而出现摊铺后路面平整度和密度等质量问题。
在熨平板上,安装了能伸缩的平面踏板。作业人员能移动到摊铺宽度末端的位置,具有良好的视线。另外上下踏板时可以不在摊铺的路面上留下脚印,而且、踏板两侧安装了扶手,保证了作业人员的安全。

液压式动力控制拱顶度的采用,能够非常简单的用按钮操作来对拱顶度实施任意调节。据此、连续操作调节,提高了摊铺进度。特别是在弯道和山路上施工时,效果更为显著。

采用适用于各种成品材的调整式可变角度板(TV规格车型)
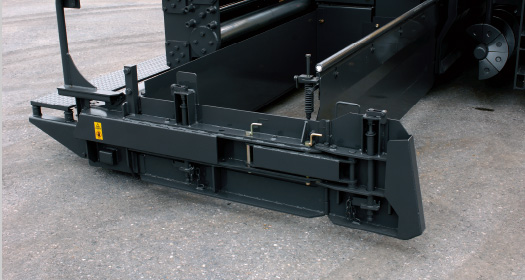
标准配置了与后部熨平板连动的伸缩式流量调节板。防止后部熨平板前的成品材多余拥有量。另外、对熨平板末端的成品材输送也能流畅地进行。而且,流量调节板的升降,可以用1把棘轮扳手从侧面轻易地进行。
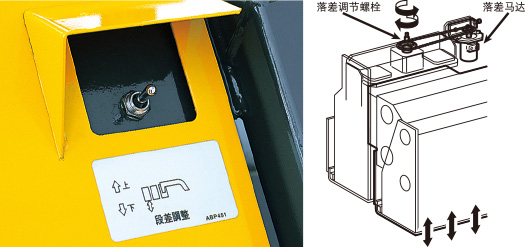
伸缩式熨平板在构造上,根据摊铺厚度的变化,前部熨平板与后部熨平板的接合部的摊铺面上,会发生落差(痕迹)现象。而且,为了使表面压力尽量均等,路面摊铺均匀平整,落差的调节也非常重要。J·paver熨平板、标准配备了落差动力控制装置。只要用按钮即可简单操作。无论是急速的厚度变化,还是与厚度变化有关的纵向平铺调整作业等,都能迅速地进行落差调节。

新形状料斗的前部离地460mm高度较低,和以往的车型相比,与装卸车的接车更加容易。
●充裕的成品材供应能力保证每小时430吨的成品材供应量。即使是在要求快速施工的工地,使用HA60W、HA60C则可以放心。另外,因为主机的传送带开口部分较宽,可以顺畅地供给成品材。
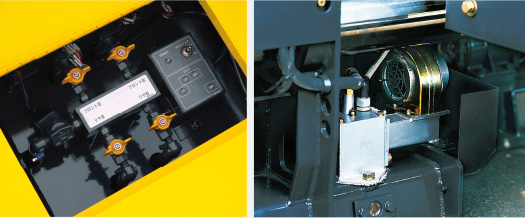
使用鼓风机加热产生的热风、可以均匀地加热熨平板,在摊铺作业开始时,温度就能在摊铺面上均一化。另外、由于鼓风机的加热效果良好,加热时间可以缩短,节约液化气的使用量。装配了温度感应器,当达到最佳温度时,感应器会亮灯表示。
夯实可以选择液压马达直结驱动式的夯锤·振动器并用规格(TV规格)、和无给脂振动器规格(V规格)两种。可以根据成品材种类,看着回转计(对于V规格,为选购件),进行夯实的调整。另外,振动器是不需要加注润滑脂的油浴方式,所以维护保养非常方便。
以往的摊铺机在与装卸车接车时,会出现被推动而向后退的现象,造成新铺路面损伤或路面留有熨平板痕迹。HA60W、HA60C摊铺机具有即使牵引车后退,熨平板也不会同时后退的结构。
用电子式调整夯锤·振动器的夯捣·振动改变了以往麻烦的操作(阀门的拧紧·松弛等)方式。在施工中通过简单的旋钮操作,就可以一边观察路面、一边调节夯捣·振动作业。TV规格的车型,标准配置了TV回转表,所以可以一边确认回转数一边进行调整。



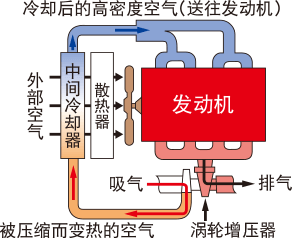
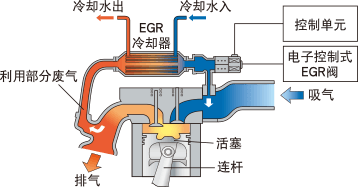
吸入的空气在涡轮加载器的压缩下形成高温,经中间冷却器冷却后可提高吸入效率。在大幅度减少NOx和PM的同时,提高了输出功率,减少了油耗。
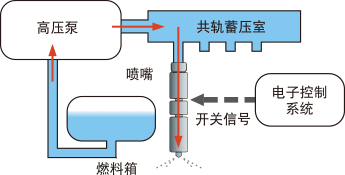
共轨式超高压燃料喷射系统实现了超高压和高精度的喷射。通过控制燃料喷射的时机和喷射量提高燃烧效率,大幅度减少PM(颗粒状物质)。
采用冷却式EGR系统,获得进一步减少NOx(氮氧化合物)的效果。其做法是在对排放的气体再循环以降低燃烧温度的EGR(Exhaust Gas Recircu-lation)上设置水冷式冷却器。
只要操作行走旋钮刻度盘-按钮,就能得到任意的速度。另外也可以用以往的加速器、刹车等方法实施行走。因为只要操作按钮就可以选择行走的模式,所以没有必要用操作杆来选择排挡,因此也不必担心因无意而将排挡放在中档的现象发生。


行走马达安装在左右行走轮的内部,直接实施驱动。在结构上由于行走链条不需要,从而消除了因行走链条断开而造成的机械故障能够放心驾驶。行走链条驱动时特有的齿隙现象的不再发生,使平行驾驶4轮驱动发挥了显著的效果,实现了流畅的起动和停止。

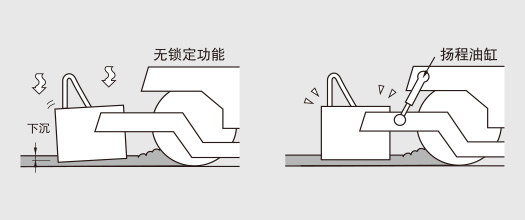
在等待成品材料或摊铺作业一时停止时,自动锁定装置会起作用、扬程油缸会自动防止(保持)熨平板的下降。当摊铺作业恢复时、通过电脑控制,柔软推进功能自动起作用,继续作业时能够不在摊铺路面上留下熨平板痕迹。
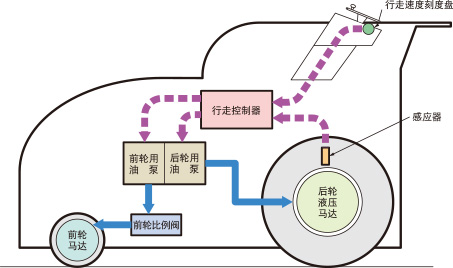
采用了由速度控制器同时对前轮和后轮实施控制的平行驾驶方式。即使是在开始施工需要最大的驱动力时,也能够使前轮·后轮实现了全部同时起动,起到了防止打滑和流畅起动的效果。另外、由于能够控制反馈速度,使因负荷变动而引起的速度变化大量减少。并在强大的牵引力的作用下,实现了行走的稳定性。
为了尽可能控制后轮胎因负重的变化而产生的变形,采用了高抗力、能承受重负荷的径向轮胎。
延长用螺旋叶片可放置在左右前车轮的后面。

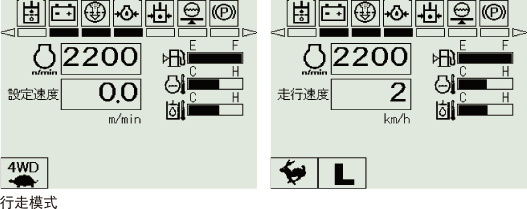
●采用数字式速度计:摊铺时(低速模式)显示设定速度,移动时(高速模式)显示行驶速度。
●显示发动机回转数
●显示转向角度计量表:能够掌握方向盘的偏转角度。
●显示服务显示器,能够对设备的状态一目了然。
当后轮胎爆胎时,通过将熨平板油缸和调平油缸上升到最大高度,就可以在不拆下熨平板和熨平板臂的状态下更换轮胎。

放置在料斗内。主要的伸展板放置在料斗的后面。延长板放置在料斗的下面。

配置有运输时用钢绳等固定整机所使用的孔。

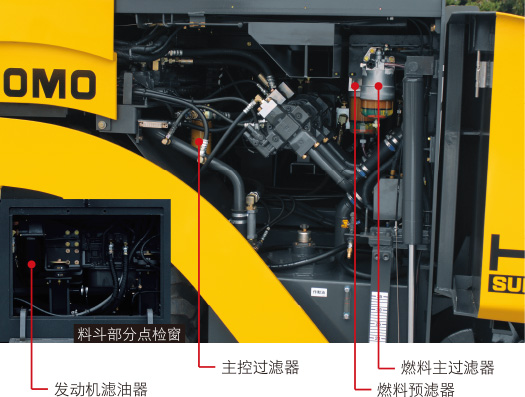
通过标准配置燃料预滤器,减少了因燃料堵塞而引起的故障。另外,将燃料过滤器和滤油器设置在方便作业的位置,所以更换方便。
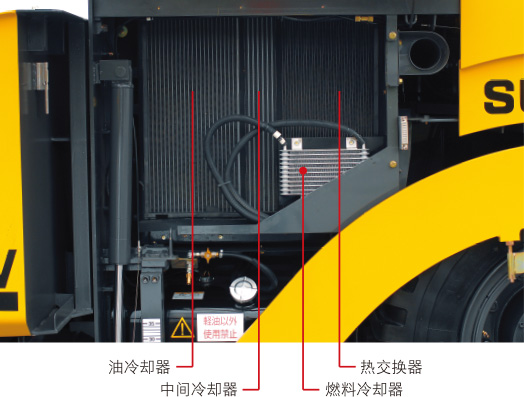
通过将热交换器、油冷却器,还有中间冷却器并列排列配置,使清扫变得容易。另外,使用铝制品,解决了生锈问题。
采用了与行走完全连动的自动停车刹车的崭新技术系统。新技术系统与行走系统的完全连动,完全解除用从操作杆操作停车刹车的疲劳。此自动系统安全可靠,消除了「忘记刹车—车会开动」、「忘记解除刹车—车开不动」的担忧。

由于采用了带安全功能的回路,所以,当发动机启动时,只要行走·传送带·旋转叶片中的任何一个按钮放在「入」的位置,作业机就不能工作(安全设计)。解除时先「切」一次后,再打开发动机开关。
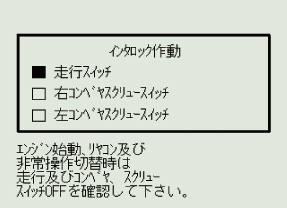
在联锁中,显示器会显示「联锁工作」以及联锁工作的内容。

以防电脑出现故障,装备了紧急行走控制器。

选购了成品材料位控制器时,放置在此处。
紧急情况发生紧急停止发动机时使用该按钮。非常紧急按钮安装在驾驶台的操作按钮盘上。另外、还安装在后部熨平板的左右的熨平板集中操作控制箱上。

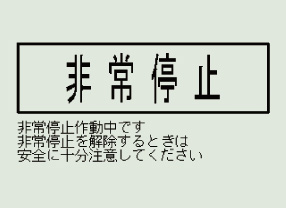
非常停止按钮工作时,显示器上会显示「非常停止」。
在不使用找平仪托架时,可以打开整机的侧盖放置在整机里面。据此、可以防止忘记在现场或因失误而导致托架扭曲等情况的发生。
3连式伸缩熨平板的摊铺端部(最大6M),配置了控制器,可集中控制熨平板的操作过程,主要有:熨平板伸缩、厚度控制、高速卷出按钮等。

以往的厚度计安装在枢轴油缸的正上方,将它移到后面以后,即使处在熨平板的上面也可以方便地观看。

对传送带·螺旋叶片以及夯锤的驱动部分与轴承部分可以集中给脂。因此节省了大量给脂作业的时间。
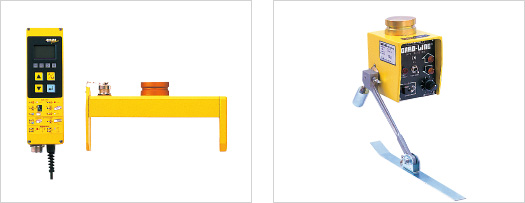
有超声波和接触式两种类型。超声波式等级控制器能够自动控制并用数字显示摊铺厚度。操作简单,并且可以在确认数字显示的同时使用遥控器设定、变更每1mm单位的摊铺厚度。无论哪种控制方式都是保证摊铺精度、平整度优先的方式。而且,不需要安装和调整格框和短板,由于是用超声波测量和控制与路缘石及水沟等的距离,不用担心撞上石头等而引起厚度发生大幅度的变化。另外,附带温度补正功能的机型,可以尽可能地排除测距的距离(空气层)、大气温度、成品材温度所带来的影响。
通过超声波感应器感知成品材卷出量的过多或不足,自动地控制螺旋叶片回转,所以能将熨平板前的成品材拥有量控制在一定范围内。由于成品材的反力被控制在一定的限度内因此能提高摊铺的平整度。另外、由于驾驶操作人员从繁琐的送料·布料卷出的操作中解放出来,可以集中精力投入到摊铺作业上。如果配套使用单人控制器,效果更加明显。

| HA60W-7 | |||
|---|---|---|---|
| 宽度 | 标准(伸缩宽度) | 2.3~6.0m无级伸缩 | |
| 摊铺能力 | 摊铺厚度 | 10~300mm | |
| 摊铺速度 | 1.5~12m/min | ||
| 料斗容量 | 11ton | ||
| 拱顶比例量 | -1~3(斜面比0~3)% | ||
| 整机 | 质量(重量) | 13650kg(TV)13450kg(V) | |
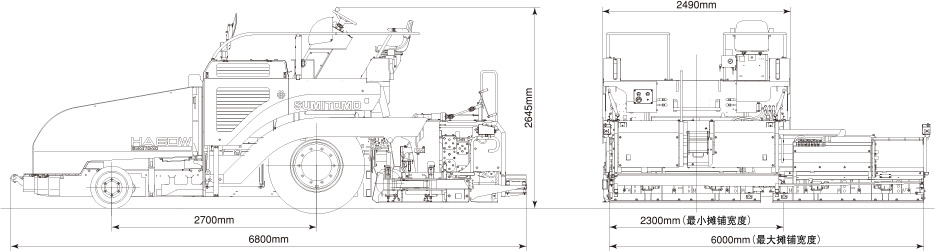
| 全长 | 6800mm | ||
| 全宽 | 2490mm | ||
| 全高 | 2645mm(带遮阳篷3700mm) | ||
| 轮距(前轮/后轮) | 2110mm/1980mm | ||
| 轮胎 | 前轮22X14X16(实心轮胎)后胎15.5R25 | ||
| 最小回转半径 | 7.2m | ||
| 传送带 | 驱动形式 | 液压(螺旋叶片另外驱动) | |
| 宽X列 | 482mmX2 | ||
| 速度 | 0~14.5m/min | ||
| 材料供给能力 | 430ton/h | ||
| 螺旋叶片 | 尺寸 | 直径330mm 螺距300mm | |
| 回转数 | 0~75min-1 | ||
| 熨平板 | 熨平板底板宽度 | 主部280mm 伸缩部280mm | |
| 熨平板可变角度板 | 主部81mm 伸缩部81mm | ||
| 加热装置 | 自动着火式鼓风燃烧器(4个) | ||
| 摊铺厚度调整形式 | 遥控式, 手动式 | ||
| 伸缩机构形式 | 4根导管X2 | ||
| 夯实机构 | 形式 | 液压夯锤 振动器 / 液压振动器 | |
| 振动器振动数 | 0~50Hz | ||
| 夯锤回转数 | 0~20Hz | ||
| 夯锤夯距 | 3mm | ||
| 落差调节机构 | 液压驱动 | ||
| 行走装置 | 形式 | 轮胎式 | |
| 行走驱动方式 | 前轮液压马达 后轮液压式无极变速机 | ||
| 刹车形式 | 盘形圆闸(内藏式) | ||
| 移动速度前 / 后 | 0~8km/h / 0~8km/h | ||
| 发动机 | 生产厂家型号 | 五十铃 AI-4JJ1X | |
| 总排气量 | 2999cc | ||
| 额定输出 | 89.2/2200 kW/min-1 | ||
| 最大扭矩 | 412/1800 N·m/min-1 | ||
配置了从熨平板踏板上、实施摊铺作业所必须的操作装置(脱卸式操作控制箱)。另外,驾驶台伤的液晶监控显示器也可以拆卸移动,可以把握住行走速度和驾驶转向角度。

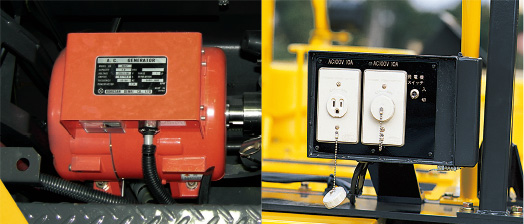
对应夜间作业的交流发电机以及100V的万能插头。
在熨平板部设定了确认作业状况的彩色电视和摄像装置。料斗前方的人员移动、成品材的输送状况等,能够一目了然的确认。

薄型固定式侧板(无开闭功能)可以更加减少多余的摊铺余量。*选购固定式薄型侧板时,不配置带有开闭功能的侧板。

●V回转表(TV规格车型为标准配置)
●料斗部分插入铭牌
●超声波式成品材料位控制器
●超声波找平仪感应器及托架
●接触式找平仪感应器及托架